一、型腔设计
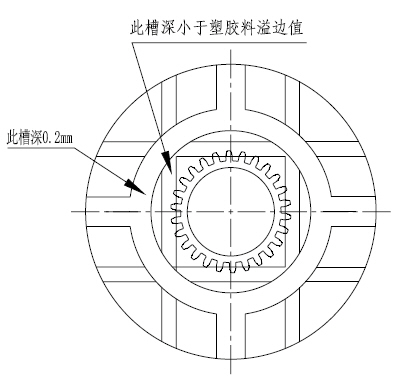
塑料齿轮模具的型腔设计一向被视为模具工业的一个技术难题。究其原因主要有两点:一是塑料收缩率难以精确化:在塑料齿轮模塑法加工过程中,塑料由颗粒状固体原料经高温转变为熔融的塑料液体,再经冷却后成型固态塑料齿轮产品。这一过程中塑料的收缩率是一个范围值,难以精确的确定塑料的收缩率数值;二是模具型腔的非线性收缩计算:对于渐开线小模数塑料齿轮模具而言,模具型腔实际上是一个假想的齿轮。这个假想齿轮既不同于变位齿轮又不同于内齿轮。这个假想齿轮在收缩后就变成了我们想要的塑料齿轮。该假想齿轮在其渐开线齿形上的收缩不同于一般塑料件的各向等比例收缩。在齿轮平面上,x与y方向的收缩量不等,即为非线性收缩,如图6所示。正是这种非线性收缩导致渐开线塑料齿轮模具型腔的设计难度大大增加。
图 6 塑料齿轮轮齿理论齿廓与模具型腔齿廓对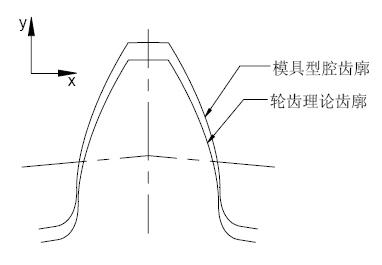
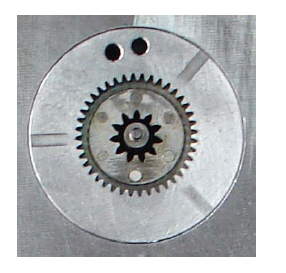
图 7 齿轮模具型
面对这一技术难题,采用一般塑料件的各向等比例收缩方法设计模具型腔是难以收到良好的效果的。根据我公司多年的实践检验,在精确估算塑料收缩率的基础上,我们推荐采用变模数法进行齿轮模具型腔的理论设计,然后通过齿形修正来保证模具型腔的精确合理。变模数法认为:齿轮在各加工过程中,基圆直径、分度圆直径、齿顶圆直径和齿根圆直径都一样,都是按照一定比例增大或减小的,与简单的套筒类零件的径向尺寸变化规律一致。对齿轮分度圆而言,由公式d=mz 可知,它只与模数m和齿数z有关。对于一个具体的齿轮,由于它的齿数是一定的,因此在加工过程中,分度圆直径的变化可以认为是模数 在变化。这一规律说明:塑料齿轮模具型腔所包容的空间是一个齿数与压力角不变,模数为 的假想齿轮,它的沟槽为型腔的齿形。对这个假想齿轮的模数可以采用等比例方法的方法进行计算,其公式为:m'=(1+ η%)m。式中,m' 为模具型腔齿形的模数; m为设计齿轮的理论模数;η%为塑料的收缩率。用模数 m' 代入相应的齿轮计算公式得到的齿轮便是模具型腔的假想齿轮。实践证明,采用变模数法设计的齿轮模具型腔能够较好的解决渐开线齿形的非线性收缩难题,如图7所示的模具型腔产品图。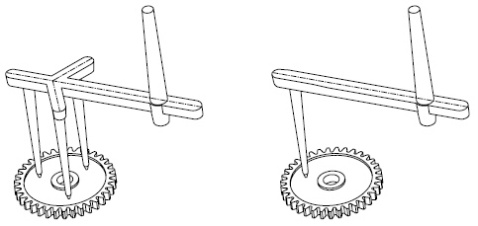
图 8 三点与一点进胶示意图
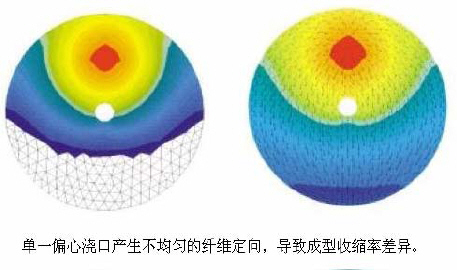
图 9 一点与三点进胶纤维流向对比示意
3 排气设计
图 10 齿面排气
排气是塑料模具设计必须要考虑的一个问题。对塑料齿轮模具而言,齿面排气设计是不能忽视的一点。由于齿轮模具大部分平面均为磨床加工,面与面之间贴合较好,进胶时容易在最末填充处出现填充不足现象,需要在齿面开排气槽以消除困气,一般齿面排气槽开设如图10所示。
4 模具结构
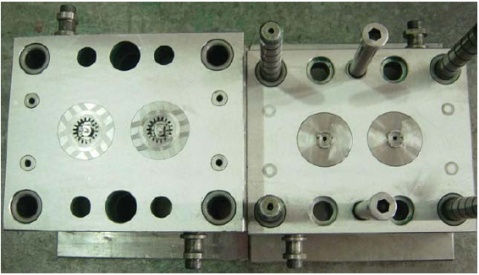
鉴于塑料齿轮注塑多采用点浇口形式,故而其模具结构多采用三板式结构,如图11所示为齿轮模具的设计图和图12所示齿轮模具的实物图。齿轮模具的工作原理如下:
当注塑动作完成后,动模部分在注塑机带动下,开始分型:
第Ⅰ次分型:由于弹簧1作用,剥料板与A板开始分型,在水口钩针作用下,主流道被固定在剥料板上,进胶点拉断与产品分离;
第Ⅱ次分型:模具开模95mm后,在拉杆组的作用下,剥料板与面板开始分离,将主流道从浇口套脱离出来;
第Ⅲ次分型:模具继续开模,在拉杆组的作用下,A板与B板开始分型,开模至90mm后,顶针板开始运动,顶出产品,在顶出过程中需通过顶针板导柱加强顶出平衡。在弹簧2的作用下顶针板复位。一整套模具开模顶出动作完成。
图 11 塑料齿轮模具结构
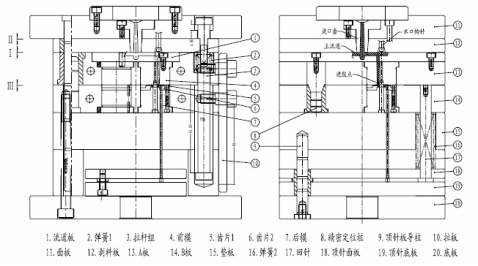
图 12 塑料齿轮模具
二、塑料齿轮模具制造
在塑料齿轮模塑法加工过程中,齿轮模具是塑料齿轮的成型设备,是保证塑料齿轮精度的关键。根塑料齿轮模具可以分为两大部分:齿轮型腔和模架。其中,齿轮型腔又称齿圈,是整个齿轮模具加工中要求最严格、精度最高的部分,是整个齿轮模具加工的重中之重。齿轮模具的加工流程如图13所示。
1 齿轮型腔加工
齿轮型腔加工是整个塑料齿轮模具制造的关键。由于模塑法加工塑料齿轮是一种“仿形”加工方式,即型腔的齿廓是齿轮齿形的变形模板。因此,对型腔的制作的尺寸误差和表面粗糙度必须严格控制,不得有毛刺、偏心、表面划伤等不良缺陷。为此,必须制定严格的齿轮型腔加工工艺以保证型腔制作的精度。
齿轮型腔的加工方法主要有四种:线切割法、电火花加工法、电沉积法和铍铜合金铸造法。这四种方法在加工齿轮型腔时各有优劣。对于渐开线直齿圆柱齿轮通常采用线切割法,而对斜齿轮则一般采用电火花加工。另外,对采用电火花加工齿轮型腔用的电极一般也可以采用线切割方法加工,对于替代蜗轮与蜗杆相啮合的螺旋角较小( β≤6°)的斜齿轮电极仍可以采用线切割加工。齿圈线切割过程如图14所示。
2 模架加工
模架又称模胚,是齿轮模具的辅助成型部分。模架加工流程如图13中模胚部分加工流程所示。模架加工与常见的塑料件注塑模具加工类似,因此本文不再赘述。齿轮模架加工实物图如图12所示。

图 13 齿轮模具加工流程图
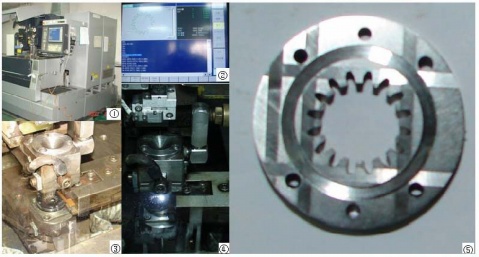
图 14 齿圈线割过程
注:①慢走丝机 ②齿圈参数设置 ③固定齿圈 ④线割齿圈 ⑤线割后的齿圈
东莞市顺捷齿轮有限公司 www.ylfzfl.com